Weir PW: Using a Focus-Exposure matrix to calculate process focus and depth-of-focus uniformity
See Also: Weir PW Brochure, ML06 Bossung Focus
Related Tutorials: Mapping Dose, EL% and DoF Uniformity
User's Area - Requires Logon:
Other tutorials in the user's section: White Paper Tutorials
Contact TEA Systems for a Weir Demonstration or Logon
Process Setup, Feature Profile Control and OPC Qualification
using exposure-tool and process measurements of feature-derived focus uniformity
-
Why use device features rather than special test structures to measure IntraField focus uniformity?
-
How can I easily qualify new reticle designs and monitor in-production process changes and lens degradation?
-
What is the optimum IntraField feature uniformity that I can expect from this reticle and exposure tool?
-
How does process-window setup vary across the full exposure field?
-
How does Depth-of-Focus vary across the exposure field?
-
What are realistic process control limits for this reticle design?
Keywords: DoF, Focus, Depth of Focus, Uniformity, IFD, process setup, metrology, model, Locus of Focus, LoF, Effective Dose, Exposure-Dose, lithography cell, HTML Reporting
Objectives
- The advantages of deriving focus from product features rather than patented specialty test patterns.
- Data import and setup using Weir PW
- One site performance comparison to full-field response
- Converting feature information to Focus and Depth-of-Focus uniformity across the field
- Realistic process window designation
- Derived feature uniformity without focus perturbations.
- Final Reticle design qualification and validation without focus errors
- Examination of focus response with Weir PSFM
Sections
Focus Metrics derived from Weir PW
Introduction
Process Response Surface
The interpretive
curve of feature size as a function of focus error was first described by John Bossung in 19771.
The observed response consists of a 2nd order change in feature size that is
symmetric about the optimum tool focus for the curve as shown in figure 1. A
curve is plotted for each exposure-dose of the data; the family of curves in
figure 1 represent a two dimensional process response of the feature to both
focus and dose.
At the feature's optimum dose the response-curve of an aberration free, optimized process displays no variation focus error over the depth of focus of the lens as shown in curve "A". Curve "A" is the IsoFocal Dose of the process. In practice perturbations such as lens aberrations and photoresist thickness limit the extent of the IsoFocal region.
The IsoFocal Bias is the difference between the curve's exposure-dose and the IsoFocal Dose. The 2nd order response of the dose-curve increases in absolute magnitude as the isofocal-bias increases.
The "B-curve" shown in figure 1 connects the points where the change in slope of each dose-curve equals zero. This B-curve plots the optimum-focus ridge for the response surface and is called the locus-of-focus (LoF). Ideally the LoF is a straight and vertical line, however optical system perturbations from aberrations and electro-mechanical tool interactions will contribute to deform the path as shown in the figure.
When a feature size is specified by a chip-designer the tolerable upper and lower control limits for the process must also be specified. Ideally the limits are set by the device design but practicality has shown that process and reticle characteristics will limit the process-capable region. The region that defines the Depth-of-Focus (DoF) and Exposure Latitude (EL) under which the design specification can be met is called the Process Window. Figure 1 shows that each of these parameters will interactively change as the effective dose on the feature varies. We can also see that the size of the process window is optimized near the IsoFocal Dose.
Feature Focus Response
Wavefront focal plane metrology from test structures used to calculate lens aberrations will not exhibit the same response as the production lithographic feature. Specialty test patterns, such as the Phase-Shift Focus Monitor (PSFM) concentrate on measuring the optimal focus for the lens2.

In a simplistic explanation, the true focus of a lens, shown in figure 2 for an ideal ray-trace point with coherent illumination and an object at infinity, will focus at a point spot. This is the focus that specialty structures, such as the phase-shift focus monitor, attempt to measure.
In contrast, the ray-bundle of a resolvable feature by the lens system will focus into a cone whose width is determined by system diffraction and aberration signature interactions with the feature's wavefront.
The feature therefore experiences a broader range over which it is "in-focus”. This is the focus measured by the Bossung curve analysis.
Another point for consideration lies in the location of the feature on the exposure field. Local best-focus and feature profile response will vary because of intra-field variations in patterning on the mask, photomask distortion due to heating and clamped-constraints, lens-slit aberrations, scan distortion and the effective local dose. Each exposure tool and reticle combination exhibits a focus and dose uniformity signature that is stable unless process wear-and-tear has induce mechanical drift in the tool. Signatures can also change locally in the field when lens aberration degradation is introduced with the onset of localized lens damage from the actinic radiation forming localized areas of variation in the index of refraction, called "color centers", that increase in magnitude with exposure.
The implications of
varying effective best-focus and dose across the exposure field upon the process
window now becomes clear. Simulations or measurements of the process window for a
single site on the exposure only vaguely approximate the true production
process window. Unanticipated variations in production usage, reticle manufacture and equipment
performance have a significant impact upon the window.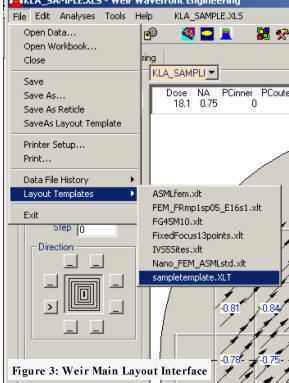
Advantages of Feature-Based Focus Analysis
If the objective is to measure lens aberrations that can be used in a simulator to calculate an idealized process response then the specialty test patterns for focus and the techniques they employ should be used. However calculating focus response from the process-feature response surface is preferred if a lithography cell-specific analysis is desired. This latter case is most often encountered during the final stages of process setup, during production control/maintenance and when a reticle is being qualified for initial or periodic performance evaluations.
Whole-field measured process window performance not only customizes production to the lithography cell but can be the most effective monitor of pattern quality, process drift and reticle Optical Proximity Correction (OPC) performance available to the engineer.
Focus Metrics derived from Weir PW
Data from a new metrology recipe is first imported into the Weir Main interface rather than Weir PW. Here the exposure layouts for focus, dose, scan direction, NA and PC are first derived from the data or manually specified by the technician using the software's interactive graphic interface. The user can then save the layout into the Weir Layout Library. Figure 3 shows the menu interface for saving and applying the exposure layout to any dataset from within Weir Main. A similar menu for it's application exists in the other Weir interfaces.
Any metrology vendor's format data can be imported into the Weir PW interface shown in figure 4. The Weir Main interface does not need to be used if the data includes the exposure layout information. After import and conversion, data is stored in the Weir PW standard workbook format.
Data Selection Interface
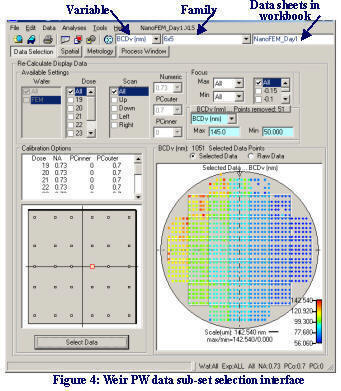
The Weir data workbook contains a primary data sheet as well as site and header information sheets for the layout. The workbook will also eventually contain analysis reports plus additional data sheets. The calculated Full-field focus will be stored in one of these datasheets and listed in the datasheet combo control located in the upper right of the interface shown in figure 4. To load a secondary datasheet, simply select it from this control. We will discuss this in more detail in the next section.
Raw Metrology as well as Weir Workbook data can be directly imported into Weir PW. As in the "Weir Main" interface, the "File" menu provides access to the Weir Layout Library for one-click updates of the exposure layout when needed.
The controls at the top of this page provide automated data subset selection prior to analysis. In the instance shown in the figure the "BCDv" metrology variable is used to limit the acceptable range of analysis data by restricting "BCDv" variation to points that lie between 50 and 145 nm. This four-field control segment is located in the right-central portion of the interface shown.
Variable selection is simply a matter of choosing the variable from the drop-down combo. and entering a "Max" and "Min" range restriction. Data points will be culled when the "Select Data" command button is pressed and the number of points removed will be displayed on the command button immediately above the drop-down variable combo. The command button, in this example, is also reporting that 51 data points were removed from the raw data using this control.
Pressing this command button, located immediately above this combo, will plot a histogram of the selected variable to assist in the proper selection of range limits.
The mouse can also be used to box-in and cull data points using either the wafer or field plots shown. selecting a field-site, from the left-side graphic, will remove all occurrences of the site from the data. Selecting data on the wafer plot will remove individual data points for selected or all wafers in the data. Data points are never actually "deleted" and can always be recovered using the mouse popup menu or by re-specifying the data selection in this interface.
Process Window
Setup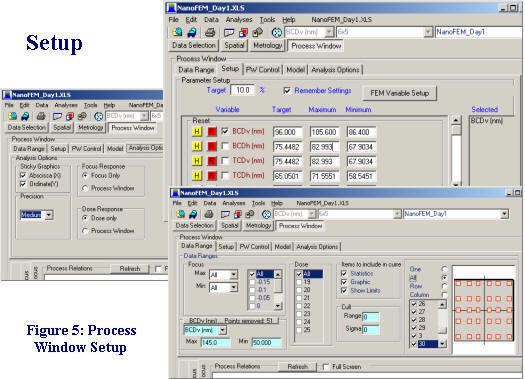
To begin the Best-Focus Analysis, select the Process Window tab and the interface shown in figure 5 will appear. The thee images of the interface in figure 5 show only the top-half of the screen. The output results and graphics as well as the analysis calling-tabs are located below this region as shown in figure 6.
The Process Window (PW) interface has four setup tabs, the first of which provides additional data culling and site-selection as shown in the lower half of figure 5. The "Setup" tab provides the variable and control limit selection utilities (upper right of the figure).
Simply check a variable to include it in the analysis. Optionally press the yellow "H" command button to display a histogram of the variable. The "R" command will reset the control-limit parameters to those of the suggested variable statistics.
In this analysis the user has entered a 10% Exposure Latitude (EL) that will be calculated for the Maximum and Minimum control-limits of each variable. The target size for the BCDv variable has been set to 96 nm.
Analysis Options are set using the 5th tab's interface shown in the left-side of the figure. We will be conducting a "Focus" analysis to determine Best Focus, DoF and Feature uniformity at Best Focus. A "Medium" analysis precision has been selected and the curves will be fit to a "Focus Polynomial" as shown by the selection of the "Focus Response" option button control.
When calculating Best Focus the simple "Focus Polynomial" should be selected rather than the Process Window algorithm. None of the existing "Process Window" surface algorithms properly deal with lens and scan-stage artifacts and an analysis performed will average-out any of these perturbations that we are attempting to calculate.
As a final step in the setup, the field sites included in the data are shown on the right side of the "Data Selection" tab, shown in the lower right side of figure 5. This figure shows a selection with "All" sites selected for analysis and the corresponding field-layout graphic has all of it's sites highlighted.
To select individual sites, set the option button to "One", the site nearest the center of the field will be automatically selected, it's location on the graphic will be highlighted to the larger square shown here and it's site-number will be checked in the listing to the left of the graphic. An example where two sites have been selected is shown in figure 6. You can select additional sites either by checking the site number or by moving the mouse over the graphic until an "X" appears over the site. Click on the "X" to either select or de-select it from the list.
Begin the Focus-Response analysis by pressing the "Focus" tab to the left and below this area of the interface; this area is shown in figure 6.

Resulting Plots & Data
A typical "BCD v Focus" plot for two field sites is shown in figure 6 for the sites mapped in the field-schematic on the lower right of the figure. This feature shows a BestDose at 20.5 mj/cm2 and a DoF of -0.257. Note the asymmetric curvature and 2nd order slope variation suggesting aberrations present in the system.
It's a fact of the state of the technology that aberrations are seen in all exposure tools when the response surface for the full-field is plotted. These perturbations will bias the optimum setup conditions for each lithography cell.
Combining all 36 sites in this type of plot does not provide much more visual information however the next section will provide a means of performing an extended analysis. Several reports are also created and stored in spreadsheets of the data Workbook and can be easily found by clicking on their names in the "Index" spreadsheet. Each report can be edited and annotated by the user and saved as an HTML file to any reporting website.
These reports are summarized in the table below and can also be viewed in the data's Weir Data Workbook.
|
Focus Report spreadsheets saved in the Weir Workbook |
|
| FocusResponseReport | Formal report summarizing the analysis. Includes setup, culling information and IsoFocal Dose for each site. The report also presents a statistical summary of the Best Focus, Feature Size and DoF distributions at each Dose. |
| FocusResponse | Summary of Best Focus and the Feature Size @ Best Focus for each site. This is a good tool for measuring the influence of poor reticle-site and OPC performance. |
| FocusResponseSum | A summary of each site's feature size, Best Focus and DoF including their IntraField Deviation (IFD) for all doses. |
| BestFocusData |
A data sheet that can be analyzed and modeled in Weir PW for the optimum feature size, Focus and DoF. One best-focus field for each dose value is created. The variation of full-profile feature response across experiment range and it's smaller process window can be directly analyzed. Feature sizes in this data set have their focus-error contributed components removed. The exposure fields are effectively flattened by reporting the feature-size at the best focus for each site. The Field values at the IsoFocal Dose are therefore the best estimate of achievable feature IFD and reticle size that can obtained for this reticle, process and exposure tool. |
| RawFocus | A data sheet that can be modeled in Weir PSFM containing only focus-error data. Four separate focus models customized to steppers, scanners and ASML tools are available in this interface. |
Analysis of Weir Derived Focus Metrics
Working with the "Focus" results of a Weir PW Focus analysis is simple. After the Focus-Bossung analysis just described is completed, select the "BestFocusData" worksheet from the Data Sheet combo-control located in the upper right corner of the workbook. You can see this control in figures 1,5 & 7. The new data will load and your interface will switch back to the first "Data Selection" tab.
The new BestFocus data contains four Focus-Metrics for each variable analyzed in the previous section:
-
The Feature Size at Best Focus for each site.
-
The Focus-Errors for each site
-
The calculated Depth-of-Focus (DoF) for each.
A field of data will be included for each exposure-dose location representing the above variable's response to dose at Best Focus as shown in figure 7. In this figure the focus variation across each exposure-dose-field is plotted.
You can create the graph of figure 7 by selecting the 2nd "Spatial" analysis tab at the top of the interface to bring up the interface shown. To obtain this wafer-contour graph showing the best focus for each dose select the "Contour" option button and then the "Wafer" tab and the graph of figure 7 will be created. By changing the variation selection, at the top center combo control, the feature size variation with focus contributed errors removed can be plotted as well as the resulting Depth of Focus at each dose.
In figure 7 the Dose ranges from 19 mj/cm2 in the left-most field up to 25 mj/cm2 on the right. We could also have restricted the data to selected dosages using the "Data Selection" interface of figure 1.

To view only the focus errors at 22 mj/cm2, as shown in figure 8, cull the other fields by using the Display Selection interface of tab 1 or by using the left-mouse button to box the unwanted data and selecting one of the cull options from the popup menu. You can reinstate any culled data by either using the mouse or data-selection interfaces. Next create the graph of figure 8 by selecting the BCDv_Focus variable and pressing the "Field" tab to the left of the graphic region.
You can also view the BCDv Feature Uniformity by similarly plotting the BCDv variable to obtain the plot on the left size of figure 8. This BCDv contour differs from the raw data in that all of the focus-contributed errors have been removed. This plot therefore only contains reticle errors and those contributed by the lens and electro-optical assemblies of the exposure tool. See the SPIE ML06 6152-109 publication for greater detail and theory.

Finally we can view the influence of OPC reticle design and it's interaction with the lens system by examining the Depth-of-Focus Uniformity across the field. Figure 9 shows the uniformity for the 22 mj/cm2 exposure dose.
Modeling Focus with the ASML and other Models of Weir PSFM
Return to the Weir Main interface and select the Weir PSFM Analysis Uniformity interface. The "RawFocus" datasheet will automatically load and any of four separate models can be applied to the focus variables.
Moving to Other Weir Interfaces
Weir program interfaces work interactively. You can move from Weir Main to any of the other five interfaces using the button-bar keys or the menu. Data is automatically transferred between interfaces. Any interface can load and, using the Weir Layout Library, configure exposure layouts for the arrays. Only the Weir Main interface can create Layout and Reticle Library Entries and Macros for the Weir Daily Monitor and DMA programs.
Interrupting Processing
-
The "ESC" key will interrupt any processing if it is held depressed.
-
Weir Reports can be saved to any website. To save the report, open it's spreadsheet in Excel and select the "File/SaveAs" menu. When the pop-up interface appears, select the "Web (htm,html)" format.
Graph Customization
-
Graphs are easily copied using the Edit Menu selections, the button bar and by boxing-in a section of any plot with the mouse.
-
To edit titles, rescale graphs, and add box-plots, trend-lines and fitted curves, right click on the graph and use the Graphic-Editor interface.
SpreadSheet Control
-
A "Spreadsheet" menu is located near the top right-hand corner of the Weir program interfaces. It will be listed as the name of the loaded Weir Workbook. The menu shown in figure 3 is using the name "KLA_SAMPLE.XLS".
-
Clicking on any spreadsheet menu will bring it to the forefront in the Excel Workbook.
-
Selecting the "Delete Worksheet" submenu will open an interface that will interactively allow multiple worksheets to be deleted from the workbook.
-
An "Index" worksheet positioned at the 3rd tab of the Weir Data workbook lists and links all of the worksheets created for data, reports and analysis summaries.
Automation
-
This entire analysis sequence can be automated to two-clicks of the mouse using Weir DM and Weir Automation Macros.
-
Weir DMA provides an external program portal for non-interactive analysis by Advance Process Control and Factory Automation programs.
TEA Systems
TEA Systems offers products to model films, photomasks, wafers, feature profiles, process and lens data for characterization and setup of semiconductor design, simulators, tools and the process.
TEA Systems, a privately held corporation since 1988, specializes in advanced, intelligent modeling of the semiconductor process and toolset. Products from TEA allow the user to decouple process, tool and random perturbations for enhanced process setup & control.
TEA Systems products include:
Weir PSFM: Full-wafer/field/scan analysis tool for FOCUS derived from proprietary defocus sensitive features.
Weir PW: Reticle/Full-wafer/field/scan analysis for any metrology with advanced process window capabilities for both wafer and photomask control.
LithoWorks PEB: A tool to link and correlate profile, film and critical element control to thermal reactions such as PEB and ChillPlate
Weir DMA: Macro Automation interface for Weir PSFM and Weir PW for external program calling, automated data gathering or one-button analysis of commonly used sequences. Includes data trending and web interface.
References
[1] J. W. Bossung, “Projection Printing Characterization”, Developments in Semiconductor Microlithography II, Proc. of SPIE(1977) Vol. 100, pp. 80-84
[2] T.A. Brunner, “New focus metrology technique using special test mask”, OCG Interface ’93, Sept. 26, 1993, San Diego, CA. Reprinted in Microlithography World, 3 (1) (Winter 1994)
* Excel is a trademark of Microsoft Corporation
* KLA is a tradename of KLA Instruments
* ASML is a tradename of ASM Lithography
ã Copyright 2006 TEA Systems Corporation, All rights reserved. Legal
TEA Systems
Corp. | Tel: +1 610 682 4146
65 Schlossburg St., Alburtis, PA USA